
埋弧焊工艺与操作技巧(老焊工带你详细了解埋弧焊工艺)

一、焊接规范及其影响
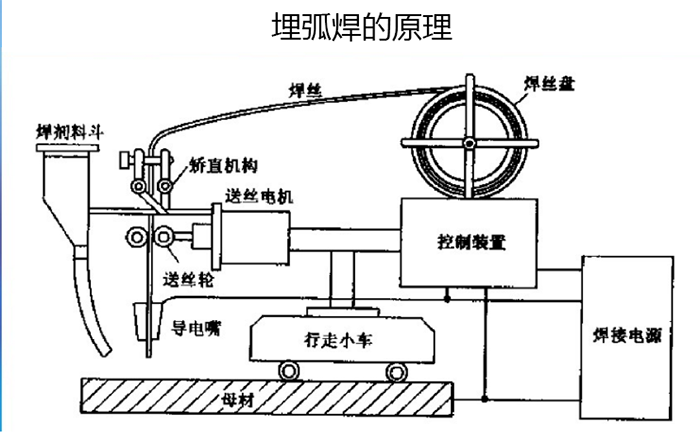
埋弧焊最主要的焊接规范是焊接电流、焊接电压和焊接速度,其次是焊丝直径、焊丝伸出长度、焊剂和焊丝类型、焊剂粒度和焊剂层厚度等。所有这些规范,对焊缝成形和焊接质量都有不同程度的影响。此外,在同样焊接规范下焊件倾斜角度也直接影响焊缝成形。
1、焊接电流
焊接电流是直接决定焊丝熔化速度、熔深和母材熔化量。增大焊接电流可以加快焊丝熔化速度,提高焊接生产率。同时,电弧吹力随焊接电流而增大,熔池金属被电弧排开,使熔池底部未熔化母材受到电弧直接加热,熔深增加。电流过大时会造成烧穿钢板,电流过大还会使焊缝余高过高,热影响区增大和引起较大焊接变形。电流减小,熔深减小。电流过小时,容易产生未焊透,电弧稳定性不好。电流变化对熔宽变化影响不大。
2、焊接电压
焊接电压是焊丝端头与熔化金属表面间的电压,即电弧两端的电压。由于这个电压难以测量,实际生产中是测量导电嘴与工件间的电压,可由机头上的电压表读出。当焊接电缆较长时,由于电流大,在电缆上有电压降,焊接电源上电压表的指示值,比机头上电压表的指示值要高1~2伏以上。调节焊接电压时,应根据机头上的电压表指示值进行。
焊接电压对焊丝熔化速度影响不大,但对焊缝横截面和外表成形有很大影响。
焊接电压增高时弧长增加,电弧的活动范围增大,熔宽增大,同时焊缝余高和熔深略为减小,焊缝变得平坦。电弧活动范围增大后,使焊剂熔化量增多,如果是含合金的烧结焊剂,向焊缝过渡的合金元素增多。当装配间隙略大时,增高电压有利于焊缝成形。
焊接电压过高,对接焊时会形成“蘑菇形”焊缝,容易在焊缝内产生裂纹;角焊时会造成咬边和凹陷焊缝。如果焊接电压继续增高,电弧会突破熔渣的覆盖,使熔化金属失去保护而与空气接触,造成密集气孔。
焊接电压降低时熔宽减小,焊缝变得高而窄。如果焊接电压过低,会造成母材熔化不足,焊缝成形不良和脱渣困难。
3、焊接速度
焊接速度对熔宽及熔深有明显的影响,在其他规范不变的条件下,焊接速度增大时,电弧对母材的加热减少,熔宽明显减小。与此同时,电弧向后方排斥熔池金属的作用加强,电弧直接加热熔池低部的母材,使熔深略为增加。当焊接速度提高到40米/时以上时,由于电弧对母材加热量显著减少,熔深随焊接速度增大而减小。
焊接速度过高会造成咬边、未焊透、焊缝粗糙不平等缺陷。
降低焊接速度,熔池体积增大而存在时间增长,有利于气体浮出熔池,减小形成气孔的倾向。但焊接速度过低会形成易裂的“蘑菇形”焊缝,或产生烧穿、夹渣、焊缝不规则等缺陷。对于角焊缝,增大焊接速度可以提高生产率。对于开坡口的对接焊缝,焊接速度的变化对生产率的影响不大。
4、焊丝直径
焊丝直径主要影响熔深。在同样的焊接电流下,不同直径的焊丝电流密度不同,直径较细的焊丝电流密度较大,电弧的吹力大熔深大。细焊丝时电流密度大,易于引弧。
焊丝越粗,允许采用的电流越大,生产率越高。当装配不良时,粗焊丝比细焊丝的操作性能好,有利于控制焊缝成形,不易烧穿。
焊丝直径应与所用的焊接电流大小相适应,如果粗焊丝用小电流焊接,会造成焊接电弧不稳定;相反,细焊丝用大电流焊接,容易形成“蘑菇形”焊缝,而且熔池不稳定,焊缝成形差。不同直径焊丝适用的焊接电流范围。
5、伸出长度
焊丝伸出长度是指焊丝伸出导电嘴部分的长度,就是导电嘴下端到熔池表面的距离。为了测量方便,一般将导电嘴下端到焊件表面的距离作为伸出长度。伸出导电嘴外的焊丝存在一定电阻,埋弧焊的焊接电流很大,在这部分焊丝上产生的电阻热很大,焊丝受到的电阻热的预热,熔化速度增大,焊丝直径越细或伸出长度越长时,这种预热作用越大。所以,焊丝直径小于3mm时,要严格控制伸出长度;焊丝直径较粗时,伸出长度的影响较小,但也要控制在合适的范围内。伸出长度一般应为焊丝直径的6~10倍。对不锈钢焊丝等电阻较大的材料,伸出长度应小一些,以免焊丝过热。
伸出长度太短,电弧容易返烧到导电嘴上,如果导电嘴是铜材制成的时,焊缝会熔入铜而产生裂纹,所以伸出长度不宜过短。
二、确定规范时应考虑的因素
选择埋弧焊规范的基本原则,是在保证焊缝成形良好,内在质量和接头性能满足要求的前提下,尽可能提高生产率。切不能单纯追求生产率而盲目选用粗焊丝和大焊接电流,必须考虑各种规范之间的配合和每种规范的合理范围。通常要注意以下三方面:
1、焊缝形状系数
熔宽(b)、熔深(t)和余高(h),它们决定了焊缝截面的基本形状:焊缝是深而窄,或是宽而浅等。为了反映各种不同熔宽和熔深时的焊缝横截面形状,常采用焊缝形状系数(ψ)表示:ψ=b/t
焊缝形状系数大的焊缝,其熔宽较熔深大,形状系数小的焊缝,熔宽相对熔深较小。焊缝形状系数过小的焊缝,焊缝深而窄,熔池凝固时,柱状结晶从两侧向中心生长,低熔点杂质不易从熔池中浮出,积聚在结晶交界面上形成薄弱的结合面,在收缩应力和外界拘束应力作用下,很可能在焊缝中心产生结晶裂纹。因此,选择埋弧焊规范时,要注意控制形状系数,一般以1.3~2左右为宜。
影响形状系数的主要规范,是焊接电压和焊接电流。焊接电流大时熔深大,这时如不相应增高焊接电压,焊缝形状系数就可能太小。当然,对于一定的焊接电流,过分增高焊接电压也是不必要的,会使焊缝过宽或造成缺陷。
2、母材熔合比埋弧焊缝是由熔化的母材及填充金属组成的。通常母材中的含碳量和硫、磷杂质的含量比焊丝高,合金元素含量与焊丝也有差别。所以母材熔合比大的焊缝,由母材带入焊缝的碳量及杂质量较多;当母材合金元素与焊丝有较大差别时,母材对焊缝成分有较大影响。
依据焊接规范的不同,埋弧焊缝的母材熔合比为30%~60%。单道焊缝或多层焊时第一层焊缝,母材熔合比较大,母材容合比对焊缝塑性和韧性有很大影响,对于某些材料,应防止在第一层焊缝中熔入过多的母材,而降低焊缝的抗裂性。埋弧堆焊时,为了减少堆焊层数和保证堆焊层成分,必须减少熔合比。
生产中也有采用较大母材熔合比的情况,例如不开坡口埋弧对接焊时,母材熔合比较大,用合金元素含量较低的H08MnA或H08A焊丝,配焊剂431焊接16Mn钢,就可以保证焊缝得到合适的化学成分,保证足够的强度。
影响焊缝熔深的不同规范,对母材熔合比也都有影响,减小母材熔合比的常用措施有:减小焊接电流;采用下坡焊或焊丝前倾布置;用正极性焊接;增大焊丝伸出长度;用带极代替丝极堆焊;不开坡口焊接改成开坡口焊接等。

3、线能量 焊接接头的性能除与母材和焊缝的化学成分有关外,还受到焊接加热和冷却过程的影响。焊接时母材受电弧加热的程度,与焊接电弧的功率大小有直接关系,电弧功率是焊接电流和焊接电压的乘积,电弧功率越大,对母材的加热越强烈。但是,母材的加热程度还与电弧移动速度(即焊接速度)有关,焊接速度增大,每段焊缝得到的电弧热量相应减少。可以用线能量综合表示这三个因素的影响。线能量是单位长度焊缝(即焊缝中的任一小段焊缝)得到的电弧热量,用下式可以算出:
q=IU/V
式中 I — 焊接电流 (安);
U — 焊接电压 (伏);
V — 焊接速度 (厘米/秒)
q — 线能量 (焦耳/厘米)。
例如,焊接电流700安,焊接电压36伏,焊接速度1厘米/秒(36米/时)时,线能量为25200叫焦耳/厘米。
从线能量计算公式可以看出,线能量与焊接电流和焊接电压成正比,与焊接速度成反比。也就是说,焊接电流、焊接电压越高,线能量越大;焊接速度增大时,线能量减小。由于埋弧焊焊接电流和焊接速度能在较大范围中调节,线能量的变化范围比焊条电弧焊大得多。
线能量增大时,热影响区增大,过热区明显增宽,晶粒变粗,造成焊接接头的塑性和韧性下降。对于低合金钢,这种影响尤其显著。如果用大线能量焊接不锈钢,会使近缝区在“敏化区”范围停留时间增长,影响焊接接头抗晶间腐蚀的性能。焊接低温钢时,大线能量会造成焊接接头的低温冲击韧性明显降低。
所以,埋弧焊时,必须根据母材的性能特点和对焊接接头的要求,选择合适的线能量。

